石材复合板加工全流程
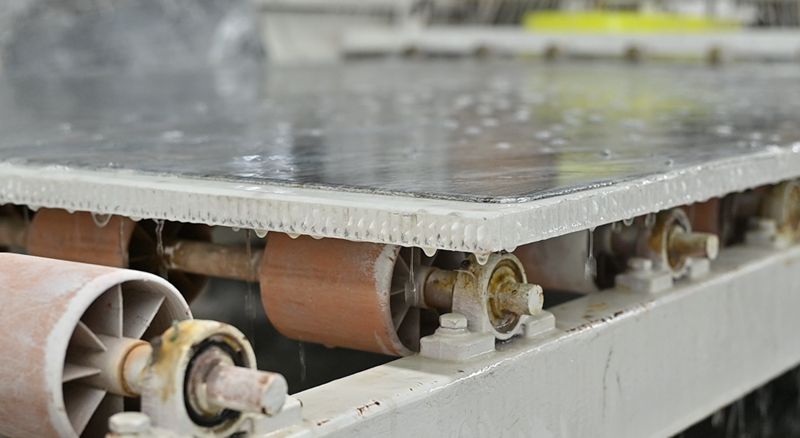
石材复合板标准加工流程(以花岗岩-铝蜂窝板为例) 流程图解 原料准备 → 花岗岩薄板加工 → 铝蜂窝芯处理 → 精密复合 → 固化养护 → 成品深加工 → 质检包装 一、原料制备 环节 关键工艺说明 1. 石材选料 选取大块花岗岩荒料 → 红外线桥切机锯切 → 生成20-30mm厚毛板(福建水头工厂直供) 2. 基材准备 铝蜂窝芯:展开六边形蜂窝结构 → 表面阳极氧化处理(提高胶粘附力) 3. 胶粘剂 双组分环氧树脂胶(耐候型),A/B组分按12:1配比混合搅拌 注:石材厚度需预留研磨余量(毛板厚≥成品厚1.5mm) 二、花岗岩薄板加工 设备/工艺 技术要点 定厚研磨 金刚石磨头对毛板双面定厚 → 精度控制±0.2mm(确保复合平整度) 表面抛光 16头自动抛光机 → 研磨至80#→3000# → 光泽度≥90GU 背网增强 玻纤网+环氧胶粘贴 → 提升薄板抗弯强度(适用于3-4mm超薄板) 三、铝蜂窝芯处理 plaintext 复制 蜂窝展开 → 热压整平 → 阻燃处理(浸泡A2级防火液) → 80℃烘干 → 芯-板预粘接 核心参数: 蜂窝孔径:Φ6mm(高抗压强度) 铝箔厚度:0.08mm(兼顾轻量与支撑) 四、精密复合(核心工艺) 工序 技术控制要点 双面涂胶 自动喷胶机 → 胶层厚度0.5±0.1mm(花岗岩背侧+蜂窝双面) 组坯定位 真空吸盘机械手精准叠层:花岗岩→胶层→蜂窝芯→胶层→花岗岩(对称结构) 热压固化 进口液压热压机 → 温度110℃±5℃ + 压力12MPa + 真空环境 → 保压60分钟 关键控制:真空度≤-0.095MPa(消除气泡) 五、固化养护 阶段1:热压后带压冷却至50℃ → 压力降至5MPa维持2小时 阶段2:自然养护72小时(温度23℃±2,湿度≤65%)→ 胶粘剂强度达100% 测试项:随机抽样检测粘结强度(≥2.0MPa为合格) 六、成品深加工 工序 设备与技术 水刀切割 五轴数控水刀 → 精度±0.5mm → 支持异形开孔/L型切角 边缘处理 全自动磨边线 → 45°倒角/圆弧边 → 可附加不锈钢包边(厚度≥1.0mm) 挂件预埋 CNC开槽机 → 幕墙专用T型槽(深度6mm,宽度22mm) 表面防护 纳米级防污涂层 → 滚涂工艺 → 抗污等级≥4级(国标) 七、质检与包装 检测项目 标准与方法 外观检验 色差≤0.8ΔE(分光测色仪),表面无划痕/凹陷(LED平行光检测) 性能测试 抗弯强度测试(三点弯曲≥8MPa)、耐冻融循环(-30℃~50℃ 50次无开裂) 包装标准 珍珠棉+防潮膜 → 护角加固 → A级蜂窝纸板隔层 → 出口级熏蒸木箱